
Талшықты лазерлік кескіш машина мен плазмалық кескіш машинаның арасындағы 7 айырмашылық.
Олармен салыстырып, өндірістік сұранысыңызға сәйкес дұрыс металл кесетін машинаны таңдайық. Төменде талшықты лазерлік кесу мен плазмалық кесу арасындағы негізгі айырмашылықтардың қарапайым тізімі берілген.
| Тауар | ПЛАЗМА | ТАЛШЫҚ ЛАЗЕР |
| Жабдық құны | Төмен | Жоғары |
| Кесу нәтижесі | Перпендикулярлығы нашар: 10 градусқа жетеді. Кесу саңылауының ені: шамамен 3 мм. Жабысқақ қоқыстың қалыңдығы кесу жиегінің қатты қызуына айтарлықтай әсер етеді, дәлдігі жеткіліксіз, кесу дизайны шектеулі. | Перпендикулярлығы нашар: 1 градус шегінде. Кесу саңылауының ені: 0,3 мм шегінде. Жабысқақ қож жоқ. Кесу жиегі тегіс. Жылу кішігірім дәлдікке әсер етеді. Кесу дизайнына шектеулер жоқ. |
| Қалыңдық диапазоны | Қалың пластина | Жұқа пластина, орташа пластина |
| Шығындарды пайдалану | Қуат тұтыну, ауызға тигізу шығыны | тез тозатын бөлшек, газ, қуат тұтыну |
| өңдеу тиімділігі | Төмен | Жоғары |
| Мүмкіндік | дөрекі өңдеу, қалың металл, төмен өнімділік | дәл өңдеу, жұқа және орташа металл, жоғары өнімділік |
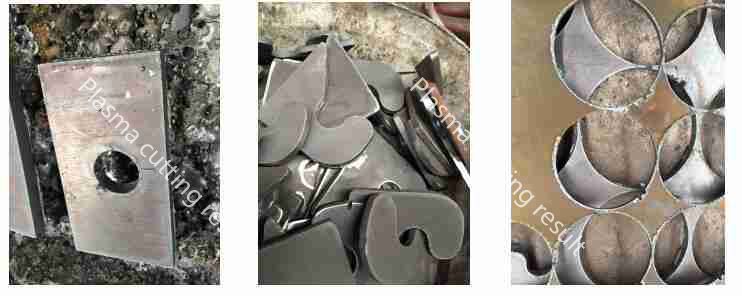
Жоғарыдағы суреттен плазмалық кесудің алты кемшілігін таба аласыз:
1, кесу қызуы қатты әсер етеді;
2, кесу жиегіндегі перпендикулярлық дәреже нашар, көлбеу әсер;
3, шетінен оңай сызылады;
4, шағын үлгі мүмкін емес;
5, дәлдік емес;
6, кесу саңылауының ені;

Алты артықшылығыЛАЗЕРЛІК КЕСУ:
1, аз кесу қызуы әсер етеді;
2, кесу жиегінде жақсы перпендикуляр дәреже,
3, жабысатын шлак жоқ, жақсы консистенция;
4, үлкен дәлдіктегі дизайн үшін жарамды, кішкентай тесік жарамды;
5, 0,1 мм шегіндегі дәлдік;
6, жұқа тесік кесу;
Талшықты лазермен кесу мүмкіндігі қалың металл материалдарын айтарлықтай арттырады, бұл металл өңдеу өнеркәсібіндегі кесу құнын төмендетеді.