
7 rozdílů mezi vláknovým laserovým řezacím strojem a plazmovým řezacím strojem.
Porovnejme je a vyberte si ten správný řezací stroj podle vašich výrobních požadavků. Níže je uveden jednoduchý seznam hlavních rozdílů mezi řezáním vláknovým laserem a řezáním plazmou.
| Položka | PLAZMA | VLÁKNOVÝ LASER |
| Cena vybavení | Nízký | Vysoký |
| Výsledek řezání | Špatná kolmost: dosahuje 10 stupňů, šířka řezné drážky: kolem 3 mm, silně ulpívající struska, hrubé zahřátí na břitu výrazně ovlivňuje, nedostatečná přesnost, omezená konstrukce řezu | Špatná kolmost: do 1 stupně, šířka řezné drážky: do 0,3 mm, žádná ulpívající struska, hladký břit, malý vliv tepla, vysoká přesnost, žádná omezení v konstrukci řezu |
| Rozsah tloušťky | Silný plech | Tenký talíř, střední talíř |
| Použití nákladů | spotřeba energie, ztráta dotykem v ústech | rychle se opotřebovávající díly, plyn, spotřeba energie |
| efektivita zpracování | Nízký | Vysoký |
| Proveditelnost | hrubé zpracování, tlustý kov, nízká produktivita | Přesné zpracování, tenké a střední kovy, vysoká produktivita |
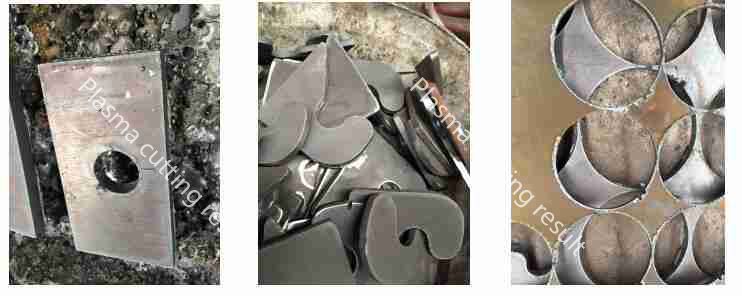
Na obrázku výše najdete šest NEVÝHOD PLAZMOVÉHO ŘEZÁNÍ:
1. Řezné teplo má velký vliv.
2. Špatný kolmý úhel na břitu, efekt sklonu.
3. Snadno se škrábe na hraně.
4. Malý vzor není možný.
5, nepřesnost;
6. Šířka řezné drážky;

Šest VÝHODŘEZÁNÍ LASEREM:
1, malé tepelné účinky při řezání;
2, dobrý kolmý stupeň na břitu,
3, žádná ulpívající struska, dobrá konzistence;
4, platí pro vysoce přesný návrh, platí malý otvor;
5, přesnost do 0,1 mm;
6. Řezání tenké drážky;
S rostoucí schopností řezání silných kovových materiálů vláknovým laserem se výrazně snižují náklady na řezání v kovoobráběcím průmyslu.