
A 7 különbség a szálas lézervágó gép és a plazmavágó gép között.
Hasonlítsuk össze őket, és válasszuk ki a termelési igényeinek megfelelő fémvágó gépet. Az alábbiakban egy egyszerű lista található a szálas lézervágás és a plazmavágás közötti főbb különbségekről.
| Tétel | VÉRPLAZMA | SZÁLLÉZER |
| Felszerelés költsége | Alacsony | Magas |
| Vágási eredmény | Rossz merőlegesség: elérheti a 10 fokot. Vágórés szélessége: kb. 3 mm. Nehéz, tapadó salak. A vágóél durva hőhatása nagyban befolyásolja a pontosságot. Nem elég pontos. A vágási kialakítás korlátozott. | Rossz merőlegesség: 1 fokon belül Vágórés szélessége: 0,3 mm-en belül Nincs tapadó salak A vágóél sima A hőhatás kicsi Nagy pontosság Nincs korlátozva a vágási kialakításban |
| Vastagságtartomány | Vastag lemez | Vékony lemez, közepes lemez |
| Költség használata | energiafogyasztás, érintse meg a szájveszteséget | gyorsan kopó alkatrész, gáz, energiafogyasztás |
| feldolgozási hatékonyság | Alacsony | Magas |
| Megvalósíthatóság | durva megmunkálás, vastag fém, alacsony termelékenység | precíz megmunkálás, vékony és közepes fém, magas termelékenység |
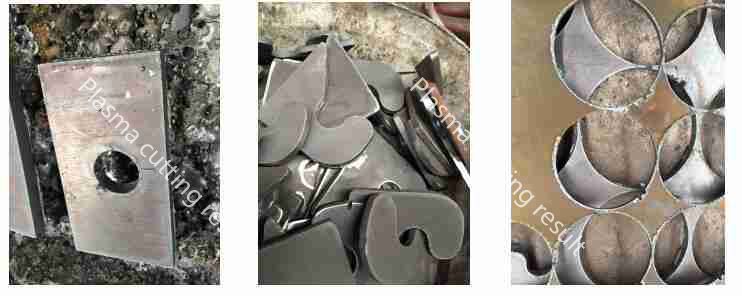
A fenti képen a plazmavágás hat hátrányát láthatja:
1. A vágási hő nagyban befolyásolja a folyamatot.
2. Rossz merőleges szög a vágóélen, lejtőhatás.
3. Könnyen kaparható a szélén.
4, kis minta lehetetlen;
5, nem pontosság;
6, Vágórés szélessége;

A hat ELŐNYLÉZERVÁGÁS:
1, kis vágási hőhatások;
2. jó merőleges szög a vágóélen;
3, nincs tapadó salak, jó állagú;
4, érvényes nagy pontosságú kialakításra, a kis lyuk érvényes;
5, pontosság 0,1 mm-en belül;
6, Vékony vágónyílás;
Mivel a szálas lézeres vágási képesség vastag fémanyagokon jelentősen megnő, ami csökkenti a vágási költségeket a fémmegmunkáló iparban.