
ファイバーレーザー切断機とプラズマ切断機の 7 つの違い。
これらを比較して、生産ニーズに最適な金属切断機をお選びください。以下は、ファイバーレーザー切断とプラズマ切断の主な違いをまとめたものです。
| アイテム | プラズマ | ファイバーレーザー |
| 設備費 | 低い | 高い |
| 切断結果 | 垂直性が悪い:10度に達する切断スロット幅:約3mm、スラグが大量に付着、切断刃が粗い、熱の影響が大きい、精度が十分でない、切断設計が限られている | 垂直度不良:1度以内切断溝幅:0.3mm以内スラグ付着なし切断刃が滑らか熱影響が少ない高精度切断設計に制限なし |
| 厚さの範囲 | 厚板 | 薄板、中板 |
| コストの使用 | 消費電力、口に触れる損失 | 摩耗部品、ガス、消費電力 |
| 処理効率 | 低い | 高い |
| 実現可能性 | 加工が荒い、金属が厚い、生産性が低い | 精密加工、薄中金属、高生産性 |
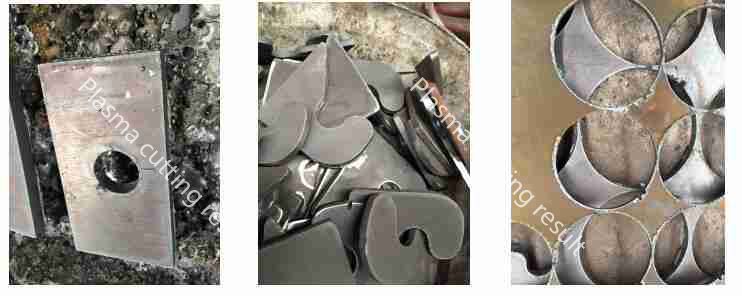
上の写真から、プラズマ切断の6つの欠点がわかります。
1、切断熱が大きく影響します。
2、刃先の垂直度が低い、傾斜効果;
3、端が簡単に削れます。
4、小さな模様は不可能;
5、正確ではない;
6、切断スロット幅;

6つの利点レーザー切断:
1、小さな切削熱の影響;
2、刃先の垂直度が良好である。
3、スラグが付着せず、粘稠度が良好である。
4、高精度な設計に有効、小さな穴も有効。
5、精度は0.1mm以内。
6、スロットを薄く切る;
厚い金属材料に対するファイバーレーザー切断能力が大幅に向上し、金属加工業界の切断コストが削減されます。