
7 відмінностей між волоконним лазерним різаком та плазмовим різаком.
Давайте порівняємо з ними та виберемо правильний верстат для різання металу відповідно до ваших виробничих потреб. Нижче наведено простий список основних відмінностей між волоконним лазерним різанням та плазмовим різанням.
| Елемент | ПЛАЗМА | ВОЛОКОННИЙ ЛАЗЕР |
| Вартість обладнання | Низький | Високий |
| Результат різання | Погана перпендикулярність: досягає 10 градусів, ширина різального паза: близько 3 мм, сильний налиплий шлак, шорсткість ріжучої кромки сильно впливає на точність, недостатньо висока, конструкція різання обмежена | Погана перпендикулярність: в межах 1 градуса. Ширина різального паза: в межах 0,3 мм. Немає налиплого шлаку, гладка ріжуча кромка, вплив тепла на малі розміри, висока точність, немає обмежень щодо конструкції різання. |
| Діапазон товщини | Товста пластина | Тонка тарілка, середня тарілка |
| Використання вартості | споживання енергії, втрата дотику до рота | швидкозношувані деталі, газ, споживання енергії |
| ефективність обробки | Низький | Високий |
| Доцільність | груба обробка, товстий метал, низька продуктивність | точна обробка, тонкий та середній метал, висока продуктивність |
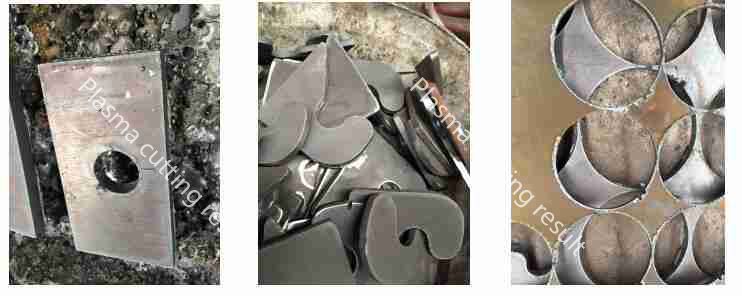
На зображенні вище ви побачите шість НЕДОЛІКІВ ПЛАЗМОВОГО РІЗАННЯ:
1. Тепло різання сильно впливає;
2. Поганий перпендикулярний кут на ріжучій кромці, ефект нахилу;
3. Легко шкребти по краях;
4. Неможливість використання дрібного візерунка;
5. Неточність;
6. Ширина різального паза;

Шість ПЕРЕВАГЛАЗЕРНЕ РІЗАННЯ:
1. Невеликий вплив тепла при різанні;
2. Хороший перпендикулярний кут на ріжучій кромці;
3, відсутність прилипання шлаку, хороша консистенція;
4. дійсний для високоточної конструкції, дійсний невеликий отвір;
5. точність у межах 0,1 мм;
6. Тонке різання пазу;
Оскільки здатність волоконного лазера різати товсті металеві матеріали значно зростає, що знижує витрати на різання в металообробній промисловості.