
1. Co je to silikonová fólie?
Plechy z křemíkové oceli, které používají elektrikáři, se běžně nazývají křemíkové ocelové plechy. Jedná se o druh ferosiliciové magneticky měkké slitiny s extrémně nízkým obsahem uhlíku. Obvykle obsahuje 0,5–4,5 % křemíku a válcuje se za tepla a za studena. Tloušťka je obvykle menší než 1 mm, proto se nazývá tenký plech. Přidání křemíku zvyšuje elektrický odpor železa a maximální magnetickou permeabilitu, čímž se snižuje konektivita, ztráty v jádru (ztráta železa) a magnetické stárnutí.

Křemíkový plech se používá hlavně k výrobě železných jader pro různé transformátory, motory a generátory.
Tento druh křemíkového ocelového plechu má vynikající elektromagnetické vlastnosti, je nepostradatelným a důležitým magnetickým materiálem v energetickém, telekomunikačním a přístrojovém průmyslu.
2. Charakteristiky silikonového plechu
A. Nízká ztráta železa je nejdůležitějším ukazatelem kvality. Všechny země světa klasifikují ztrátu železa jako stupeň, čím nižší ztráta železa, tím vyšší stupeň a tím lepší kvalita.
B. Vysoká magnetická indukce. V prostředí se stejným magnetickým polem získává křemíkový plech vyšší magnetickou susceptibilitu. Objem a hmotnost jádra motoru a transformátoru vyrobeného z křemíkového plechu jsou relativně malé a lehké, takže lze ušetřit měď a izolační materiály.
C. Vyšší stohování. Díky hladkému povrchu, ploché a rovnoměrné tloušťce lze plech z křemíkové oceli stohovat velmi vysoko.
D. Povrch má dobrou přilnavost k izolační fólii a snadno se svařuje.
3. Požadavky na výrobní proces křemíkových ocelových plechů
Tloušťka materiálu: ≤1,0 mm; konvenční 0,35 mm 0,5 mm 0,65 mm;
➢ Materiál: ferosiliciová slitina
➢ Grafické požadavky: uzavřené nebo neuzavřené;
➢ Požadavky na přesnost: Přesnost třídy 8 až 10;
➢ Požadovaná výška mezery: ≤0,03 mm;
4. Proces výroby křemíkových ocelových plechů
➢ Stříhání: Stříhání je metoda používaná na stříhací nůžce nebo nůžkách. Tvar obrobku je obecně velmi jednoduchý.
➢ Děrování: Děrování znamená použití forem pro děrování, řezání otvorů atd. Proces je podobný stříhání, s tím rozdílem, že horní a dolní řezné hrany jsou nahrazeny konvexními a konkávními formami. A umožňuje navrhovat formy pro děrování všech druhů plechů z křemíkové oceli.
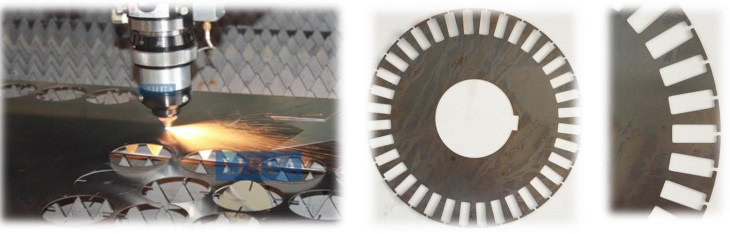
➢ Řezání: Použití laserového řezacího stroje k řezání všech druhů obrobků. Postupně se stává běžnou metodou řezání při zpracování plechů z křemíkové oceli.
➢Krimpování: Protože otřepy z železných třísek přímo ovlivňují výkon transformátoru, je nutné je před lakováním rozdrtit, pokud je výška otřepů větší než 0,03 mm.
➢ Lakování: Povrch železných třísek bude natřen pevnou, žáruvzdornou a nerezavějící tenkou vrstvou barvy.
➢ Sušení: Barva na plechu z křemíkové oceli by měla být sušena při určité teplotě a poté vytvrzena do tvrdého, pevného filmu s vysokou dielektrickou pevností a hladkým povrchem.
5. Porovnání procesů – řezání laserem

Řezání laserem: Materiál se umístí na stůl stroje a bude řezán podle přednastaveného programu nebo grafiky. Řezání laserem je tepelný proces.
Výhody laserového procesu:
➢ Vysoká flexibilita zpracování, úkoly zpracování si můžete naplánovat kdykoli;
➢ Vysoká přesnost zpracování, přesnost běžného stroje je 0,01 mm a přesného laserového řezacího stroje je 0,02 mm;
➢ Méně manuálních zásahů, stačí nastavit postupy a parametry procesu a poté spustit zpracování jedním tlačítkem;
➢ Hlukové znečištění způsobené zpracováním je zanedbatelné;
➢ Hotové výrobky jsou bez otřepů;
➢ Obráběný obrobek může být jednoduchý, složitý a má neomezený prostor pro zpracování;
➢ Laserový řezací stroj je bezúdržbový;
➢ Nízké provozní náklady;
➢ Pro úsporu materiálu můžete pomocí funkce sdílení hran v softwaru pro vnořování dosáhnout optimálního uspořádání obrobku a zvýšit využití materiálu.
6. Řešení pro laserové řezání


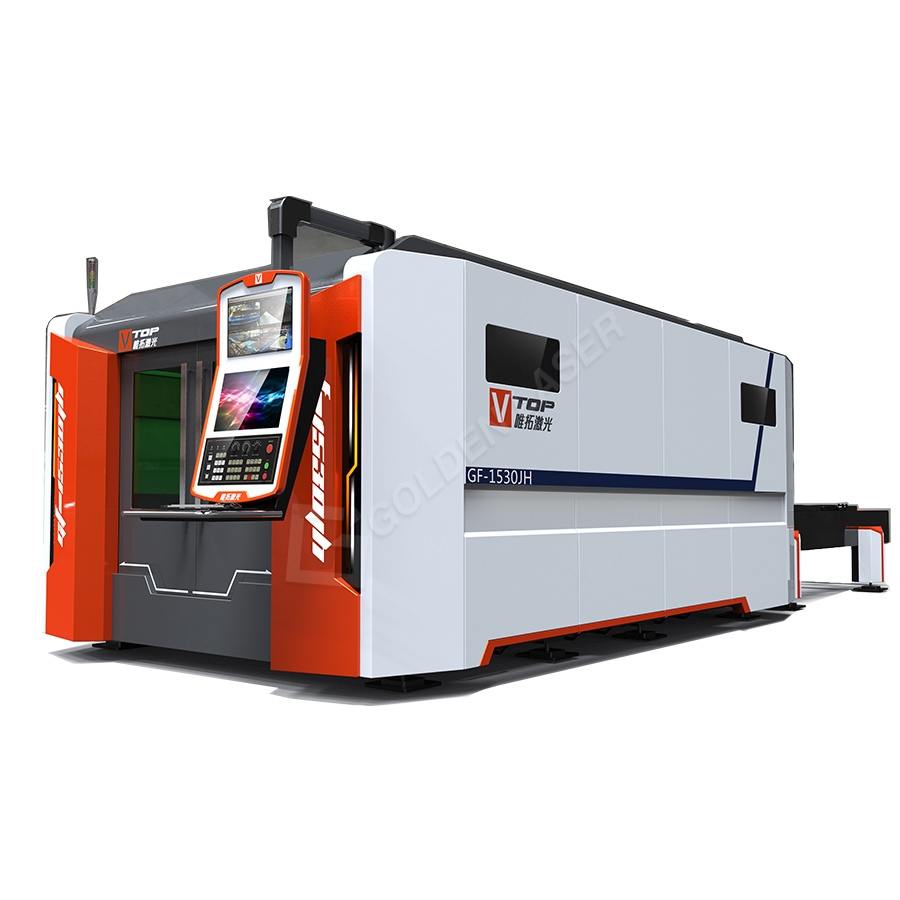
Otevřený typ 1530 vláknový laserový řezací stroj GF-1530 Vysoce přesný laserový řezací stroj GF-6060 Plně uzavřený laserový řezací stroj s výměnným stolem GF-1530JH