
1. Что такое кремниевый лист?
Листы кремниевой стали, используемые электриками, обычно называют листами кремниевой стали. Это разновидность мягкого магнитного сплава на основе ферросилиция с чрезвычайно низким содержанием углерода. Обычно он содержит 0,5-4,5% кремния и прокатывается методом термической и холодной прокатки. Как правило, толщина составляет менее 1 мм, поэтому его называют тонким листом. Добавление кремния увеличивает электрическое сопротивление железа и максимальную магнитную проницаемость, снижая сопротивление проводников, потери в сердечнике (потери в железе) и магнитное старение.

Кремниевый лист в основном используется для изготовления железных сердечников для различных трансформаторов, двигателей и генераторов.
Этот вид листовой стали с кремнистым покрытием обладает превосходными электромагнитными свойствами и является незаменимым и важным магнитным материалом в энергетической, телекоммуникационной и приборостроительной отраслях.
2. Характеристики кремниевого листа
А. Низкие потери железа — важнейший показатель качества. Во всех странах мира потери железа классифицируются как сорт, чем ниже потери железа, тем выше сорт и тем лучше качество.
B. Высокая магнитная индукция. При одинаковом магнитном поле кремниевый лист обладает более высокой магнитной восприимчивостью. Объем и вес железных сердечников двигателей и трансформаторов, изготовленных из кремниевого листа, относительно малы, что позволяет экономить медь и изоляционные материалы.
C. Более высокая штабелируемость. Благодаря гладкой поверхности, плоской и равномерной толщине, листы кремниевой стали можно штабелировать очень высоко.
D. Поверхность обладает хорошей адгезией к изоляционной пленке и легко поддается сварке.
3. Требования к технологическому процессу производства листовой кремниевой стали.
Толщина материала: ≤1,0 мм; стандартная: 0,35 мм, 0,5 мм, 0,65 мм;
➢ Материал: ферросилиций
➢ Графические требования: закрыто или не закрыто;
➢ Требования к точности: точность 8-10 класса;
➢ Требование к высоте помехи: ≤0,03 мм;
4. Процесс производства листовой кремниевой стали
➢ Резка: Резка — это метод обработки заготовки с помощью ножниц или ножниц. Форма заготовки, как правило, очень простая.
➢ Штамповка: Штамповка подразумевает использование пресс-форм для пробивки отверстий и т. д. Процесс аналогичен резке, за исключением того, что верхняя и нижняя режущие кромки заменены выпуклыми и вогнутыми формами. Можно проектировать пресс-формы для штамповки всех видов листовой стали с кремнистой структурой.
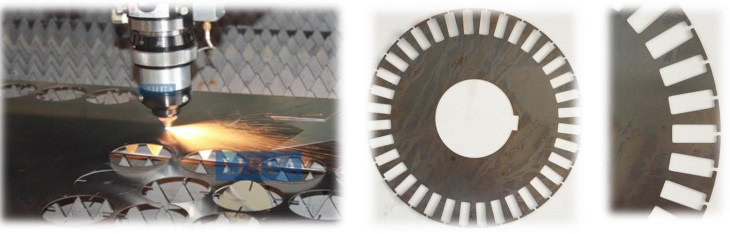
➢ Резка: Использование лазерного станка для резки различных заготовок. Этот метод постепенно становится распространенным способом резки листовой кремнистой стали.
➢Обжим: Поскольку заусенцы от железной стружки напрямую влияют на характеристики трансформатора, если высота заусенцев превышает 0,03 мм, их необходимо обжать перед покраской.
➢ Покраска: Поверхность железной крошки будет покрыта тонким слоем прочной, термостойкой и антикоррозийной краски.
➢ Сушка: Краску на листе кремниевой стали следует высушить при определенной температуре, а затем затвердеть до образования твердой, прочной, высокодиэлектрической пленки с гладкой поверхностью.
5. Сравнение процессов – лазерная резка

Лазерная резка: материал размещается на столе станка, и резка производится в соответствии с заданной программой или графическим изображением. Лазерная резка — это термический процесс.
Преимущества лазерной обработки:
➢ Высокая гибкость обработки: вы можете назначать задачи обработки в любое время;
➢ Высокая точность обработки: точность обработки на обычном станке составляет 0,01 мм, а на прецизионном лазерном станке — 0,02 мм;
➢ Меньше ручного вмешательства: вам нужно лишь установить процедуры и параметры процесса, а затем запустить обработку одним нажатием кнопки;
➢ Уровень шума, создаваемого в процессе обработки данных, незначителен;
➢ Готовая продукция не имеет заусенцев;
➢ Обрабатываемая деталь может быть простой, сложной и иметь неограниченное пространство для обработки;
➢ Станок лазерной резки не требует технического обслуживания;
➢ Низкие эксплуатационные расходы;
➢ Для экономии материалов можно использовать функцию совместного использования кромок в программном обеспечении для раскроя, что позволяет добиться оптимального расположения заготовки и повысить эффективность использования материала.
6. Решения для лазерной резки


Лазерный резак открытого типа 1530 с волоконным лазером GF-1530 Высокоточный лазерный резак GF-6060 Лазерный резак с полностью закрытым сменным столом GF-1530JH