
1. Mis on ränileht?
Elektrikute poolt kasutatavaid räniterasest lehti nimetatakse tavaliselt räniterasest lehtedeks. See on ferrosiliitsiumist pehme magnetiline sulam, mis sisaldab äärmiselt madala süsinikusisaldusega materjali. See sisaldab tavaliselt 0,5–4,5% räni ja seda valtsitakse kuumuse ja külma abil. Üldiselt on paksus alla 1 mm, seega nimetatakse seda õhukeseks plaadiks. Räni lisamine suurendab raua elektritakistust ja maksimaalset magnetilist läbitavust, vähendades ühenduvust, raua kadu ja magnetilist vananemist.

Ränilehte kasutatakse peamiselt rauast südamike valmistamiseks mitmesugustele trafodele, mootoritele ja generaatoritele.
Sellisel räniterasest lehel on suurepärased elektromagnetilised omadused ning see on asendamatu ja oluline magnetmaterjal energeetika-, telekommunikatsiooni- ja instrumenteerimistööstuses.
2. Ränilehe omadused
A. Madal rauakadu on kvaliteedi kõige olulisem näitaja. Kõik maailma riigid liigitavad rauakadu klassi järgi: mida väiksem on rauakadu, seda kõrgem on klass ja seda parem on kvaliteet.
B. Suur magnetiline induktsioon. Sama magnetvälja mõjul saavutab ränileht suurema magnetilise vastuvõtlikkuse. Ränilehest valmistatud mootori ja trafo rauast südamiku maht ja kaal on suhteliselt väikesed ja kerged, seega saab kokku hoida vaske ja isoleermaterjale.
C. Kõrgem virnastamine. Sileda pinna, tasase ja ühtlase paksusega räniterasest leht võib väga kõrgele virnastuda.
D. Pinnal on hea nakkuvus isoleerkilega ja see on kergesti keevitatav.
3. Räniterasest lehtmetalli tootmisprotsessi nõue
Materjali paksus: ≤1,0 mm; tavaline 0,35 mm 0,5 mm 0,65 mm;
➢ Materjal: ferrosiliitsiumsulam
➢ Graafilised nõuded: suletud või mitte suletud;
➢ Täpsusnõuded: täpsusaste 8–10;
➢ Häire kõrguse nõue: ≤0,03 mm;
4. Räniterasest lehtmetalli tootmisprotsess
➢ Lõikamine: Lõikamine on meetod, mille puhul kasutatakse lõikemasinat või kääre. Tooriku kuju on üldiselt väga lihtne.
➢ Stantsimine: Stantsimine viitab vormide kasutamisele stantsimiseks, aukude lõikamiseks jne. Protsess sarnaneb lõikamisega, välja arvatud see, et ülemine ja alumine lõikeserv on asendatud kumerate ja nõgusate vormidega. Ja see võib kujundada vorme igat tüüpi räniterasest lehtmetalli stantsimiseks.
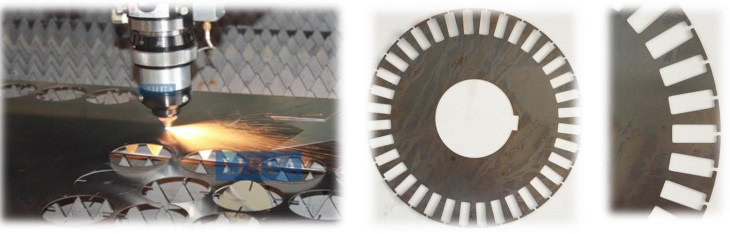
➢ Lõikamine: Laserlõikusmasina kasutamine igasuguste toorikute lõikamiseks. Ja see on järk-järgult muutumas räniterasest lehtmetalli töötlemise tavaliseks lõikemeetodiks.
➢Krimpeerimine: Kuna rauast laastupuru mõjutab otseselt trafo jõudlust, tuleb puru enne värvimist purustada, kui selle kõrgus on üle 0,03 mm.
➢ Värvimine: Raudlaastu pind värvitakse õhukese, kuumakindla ja roostekindla värvikilega.
➢ Kuivatamine: Räniterasest lehe värv tuleks teatud temperatuuril kuivatada ja seejärel kõvendada kõvaks, tugevaks, suure dielektrilise tugevusega ja sileda pinnaga kileks.
5. Protsesside võrdlus – laserlõikus

Laserlõikus: materjal asetatakse tööpingile ja see lõikab vastavalt etteantud programmile või graafikule. Laserlõikus on termiline protsess.
Laserprotsessi eelised:
➢ Suur töötlemispaindlikkus, töötlemisülesandeid saab igal ajal korraldada;
➢ Suur töötlemistäpsus, tavalise masina töötlemistäpsus on 0,01 mm ja täppislaserlõikusmasinal 0,02 mm;
➢ Vähem käsitsi sekkumist, peate määrama ainult protseduurid ja protsessi parameetrid ning seejärel ühe nupuga töötlemist alustama;
➢ Töötlemisega kaasnev mürasaaste on tühine;
➢ Valmistooted on ilma servadeta;
➢ Töödeldav detail võib olla lihtne, keerukas ja sellel on piiramatu töötlemisruum;
➢ Laserlõikusmasin on hooldusvaba;
➢ Madalad kasutuskulud;
➢ Materjalide säästmiseks saate pesastustarkvara kaudu kasutada servade jagamise funktsiooni, et saavutada tooriku optimaalne paigutus ja suurendada materjali kasutamist.
6. Laserlõikuslahendused


Avatud tüüpi 1530 kiudlaserlõikur GF-1530 Ülitäpne laserlõikur GF-6060 Täielikult suletud vahetuslauaga laserlõikur GF-1530JH